
Основные причины биения инженерной цепи
Синдром «разрыва цепи» относится к явлению, когда цепь перестаёт следовать заданному пути или идеальной траектории в процессе движения (как показано на рисунке 1), и основные причины этого явления можно разделить на следующие категории:

Рисунок 2. Биение инженерной цепи.
2.1 Проблемы самой цепи и обработки
Инженерные цепи — это компоненты массового производства. При превышении производственных допусков весь сегмент цепи может демонстрировать равномерные отклонения, вызывая дефекты или кумулятивные ошибки, смещенные в сторону одной стороны. Кроме того, неправильная установка или эксплуатация за пределами допустимых диапазонов допусков могут усугубить эти отклонения, в конечном итоге приводя к биению. Такие проблемы можно разделить на следующие категории по причинам:
① Причины, связанные с производством инженерных цепей : В процессе первоначальной эксплуатации может возникнуть ситуация, когда две стороны инженерной цепи имеют разную степень растяжения, как показано на рис. 3. Перед отправкой с завода цепь проверяется на боковой изгиб, и максимальное расстояние между внутренним и внешним боковым изгибом и горизонтальной линией в пределах определенной длины цепи составляет a1 и a2, а разница между ними должна находиться в определенном диапазоне значений. Поскольку допустимый угол бокового изгиба установлен в определенном диапазоне, это может привести к тому, что в одной и той же партии во время серийного производства боковые изгибы будут иметь одинаковое направление, что приводит к явлению одностороннего биения при первоначальном использовании одной и той же партии инженерных цепей. Во-вторых, если используется цепь низкого качества или плохо подобранная цепь, явление биения также будет происходить во время эксплуатации, но такая ситуация встречается реже.
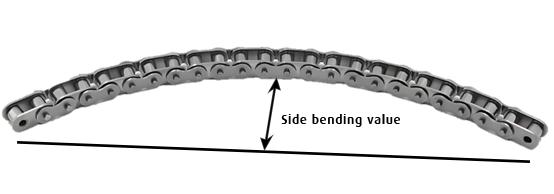
Рисунок 3. Диаграмма испытаний цепи на боковой изгиб.
② Причины неправильной установки цепи: Поскольку цепи приводятся в движение звездочками, неправильная выравнивание и проверка звездочек перед установкой цепи могут легко привести к биению. В частности, при неправильном расположении звездочки и цепи возникает неравномерное распределение натяжения в цепи, что в конечном итоге приводит к биению.
③ Причины износа цепи: Длительная эксплуатация приводит к чрезмерному удлинению цепи, что увеличивает зазор между штифтом и втулкой и снижает натяжение. Это вызывает колебания или скручивание цепи во время работы, что в конечном итоге приводит к биению. Во-вторых, при использовании в одном оборудовании новых и старых цепей вероятность возникновения подобных ситуаций также возрастает.
2.2 Неравномерная нагрузка
В процессе работы конвейера для массовой подачи материала неравномерное распределение материала во время подачи – особенно когда избыток материала скапливается с одной стороны – создает дисбаланс нагрузки на цепь. Это заставляет цепь смещаться в сторону меньшей нагрузки, что приводит к биению.
2.3 Неровный рельс или деформированный промежуточный участок
Такие факторы, как повреждение или неровность рельсов с обеих сторон, повреждение и деформация промежуточного участка, также вызывают биение во время эксплуатации инженерной цепи.
2.4 Накопление материала в промежуточном участке
Поскольку между звеньями инженерной цепи и рельсом или опорной плитой имеется зазор, в нем могут накапливаться вязкие вещества. Из-за движения цепи это накопление уплотняется и приподнимает цепь, вызывая ее «плавание» и, в конечном итоге, биение.
2.5 Недостаточное техническое обслуживание или другие причины
Износ звездочки и цепи во время зацепления может происходить неравномерно при длительной эксплуатации. Это может привести к одностороннему износу звездочки или сильному износу кончиков зубьев. В таких случаях, даже после замены цепи, сильно изношенная звездочка все равно будет вызывать плохое зацепление с новой цепью, что в конечном итоге приведет к биению.
Решения
Правильная работа цепи зависит от точности установки. При возникновении биения цепи проверки должны проводиться в следующем порядке приоритета:
① В процессе поиска и устранения неисправностей следует сначала проверить, не произошла ли деформация корпуса конвейера; если деформация отсутствует, необходимо проверить допуски при установке конвейера в соответствии с действующими национальными стандартами, которые предусматривают, что отклонение симметрии между центральными плоскостями передней и задней звездочек относительно теоретической центральной плоскости желоба не должно превышать 2 мм, при этом весь конвейер En-Masse должен одновременно соответствовать следующим требованиям к прямолинейности:
Для оборудования общей длиной менее 30 м прямолинейность должна быть ≤5 мм;
Прямолинейность оборудования общей длиной более 30 м составляет ≤8 мм;
Плоскостность опорной плиты между двумя смежными промежуточными секциями также должна быть ≤1 мм.
② После того, как будет обеспечено, что отклонения при монтаже находятся в пределах допустимых допусков, проверьте соответствие внутренних направляющих рельсов плоскости — в частности, отклонение плоскостности между обоими боковыми рельсами не должно превышать 2 мм.
③ В ходе осмотра необходимо проверить наличие внутри станка скопления материала, односторонней подачи или неравномерного распределения материала. При обнаружении скопления материала принимаются меры, включающие установку дополнительных натяжителей цепи и увеличение плотности износостойкой накладки для очистки цепи. При нарушениях подачи, таких как неравномерное распределение, корректирующие действия включают регулировку направления подачи или внедрение конфигураций боковой подачи.
④ После завершения всех вышеперечисленных проверок определите, является ли оборудование новым или старым.
В случае нового оборудования биение может быть вызвано накопленными ошибками допуска цепи с одной стороны, как упоминалось ранее. В этом случае, несмотря на биение, износ износостойких накладок или боковых пластин отсутствует, поэтому никаких действий не требуется, и проблема решится сама собой после некоторого времени работы. Если износ износостойких накладок и боковых пластин уже произошел, можно снять и установить участок цепи, повернув его на 180 градусов (вращение вокруг оси движения цепи). Однако следует отметить, что этот метод применим только в том случае, если работа цепи не нарушается после ее переворота, и подавляющее большинство конвейеров с изогнутыми сечениями не могут использовать этот метод. Если описанные выше методы по-прежнему не решают проблему биения и износа цепи в новом оборудовании, рекомендуется обратиться к поставщику оборудования для замены цепи или других способов решения проблемы.
В случае с бывшим в употреблении оборудованием сильный износ звездочек/цепей или износ направляющих обычно приводят к биению – для устранения проблемы необходимо заменить все изношенные компоненты.
В-третьих, если смешаны новые и старые цепи, и биение возникает после замены цепи, и если биение не вызывает износа боковой пластины, то никакого ремонта не требуется, и она восстановится после некоторого периода эксплуатации. Если же происходит износ боковой пластины, можно перевернуть установку или заменить соседнюю цепь.
⑤ Безусловно, регулярный осмотр, техническое обслуживание и надлежащие протоколы эксплуатации являются важными гарантиями продления срока службы оборудования и обеспечения его нормальной работы в соответствии с установленными требованиями. Согласно «Руководству по применению конвейерных и специальных цепей» и второму изданию «Стандартного руководства по цепям: силовые и конвейерные цепи», допустимый предел удлинения шага цепи обычно составляет от 3% до 6% от теоретического шага цепи, и цепи, превышающие этот диапазон допустимых отклонений, требуют замены.
Заключение
Биение цепи конвейеров массового типа является важным фактором, влияющим на работу оборудования и требующим широкого внимания. Систематическое техническое обслуживание натяжения цепи, выравнивания звездочек, состояния направляющих и выравнивания промежуточных участков значительно снижает вероятность биения. Кроме того, идеально разработанный план технического обслуживания и система контроля в режиме реального времени также закладывают основу для стабильной работы оборудования. Благодаря непрерывной оптимизации процесса обкатки обеспечивается эффективная и безопасная работа конвейера массового типа, что повышает эффективность и безопасность производства.
Время для публикации: 2026-04-20